
Investigating the behaviour of Ti-Fe binary alloys produced from elemental powders during the Hot Isostatic Pressing process
The project aims to gain fundamental understanding of consolidation for developing novel, low-cost, near-net-shape Titanium alloys, while avoiding the chemical segregation observed in the difficult to cast Ti alloys.

Aims
The project will investigate the behaviour of Ti-Fe binary alloys produced by the Hot Isostatic Pressing – HIP’ing – process from blended elemental powders. This will provide fundamental understanding of consolidation for developing novel, low-cost, near-net-shape Titanium alloys, while avoiding the chemical segregation observed in the difficult to cast Ti alloys.
This work was carried out as a part of a collection of time-lapse experiments using interrupted X-Ray CT scanning in between multiple HIP cycles. Utilising the Royce Translational Centre’s – AIP8-45H – Hot Isostatic Press, based at The University of Sheffield, and the National Research Facility (NRF) Lab-based X-Ray Computed Tomography situated at The University of Manchester, the outcome of the work consists of two parts:
1) Ex-situ XCT study of the homogenisation of HIP’ed fully dense Ti-5wt.%Fe alloy
2) Time-lapse XCT study of the densification of a novel Ti-5wt.%Fe alloy by HIP’ing.
Underpinning research
The overall deformation of the canister during HIP’ing is recorded by low-resolution XCT whilst the high-resolution XCT scans provide the detailed information on individual particles.
A time-lapse high-resolution XCT study is ongoing to record the particle evolution at different stages of HIP’ing, which will underpin the development of an image-based FE model on both macroscopic and microscopic scale for the densification process.
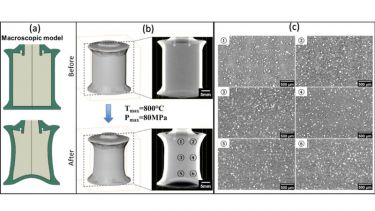
Figure 1 (a) The model on the component (macroscopic) scales and (b) XCT through the centre of the medium can before and after the HIP'ing cycle at 800°C, 80MPa. (c) The SEM micrographs show that the sample has reached full density after this cycle.
Results
1) Ex-situ XCT study of the homogenisation of HIP'ed fully dense Ti-5wt.%Fe alloy.
Using a Φ30mm, mild steel can, the Ti-Fe powder compact has reached full density after one HIP’ing cycle with a maximum temperature of 800°C and a peak pressure of 800MPa.
Figure 2 shows the image-based macroscopic model and the shape change of the canister recorded by XCT. The SEM micrographs indicate the sample has reached full density, which implies the parameters can be used as the ending point of HIP cycles for the time-lapse densification study.
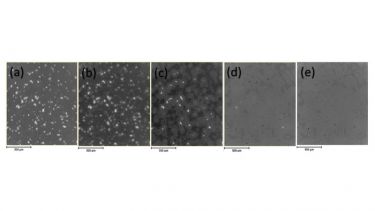
Figure 2. Time-lapse XCT virtual slices showing the same region through the middle of the sample (a) as-HIP'ed; (b-e) after heat treatment at 800°C for 0h, 3h, 9h, and 15h. The white particles are the Fe particles; the dark grey phase is the Ti matrix; and the grey phase is the Ti-Fe solid solution.
Following this, the fully dense sample was heat treated under 800°C for the homogenisation/diffusion study to investigate the evolution of the microstructure.
However, from the study of the fully dense sample shown in Figure 3, it’s found that the Kirkendall pores appear and cannot be healed during the heat treatment. This implies that the homogenisation will also need to be carried out under pressure, which is expected to reach homogenisation without any void appearance.
This heat treatment experiment helps to determine the dwell time for the future HIP cycle.
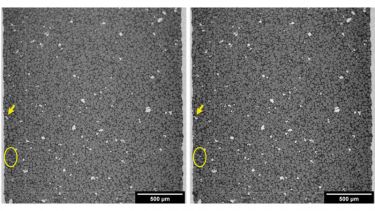
Figure 3. XCT virtual slice through the centre of the miniature can: As-filled (left) and after two HIP'ing cycles (right). The yellow arrow and ellipse highlight located particle rearrangement.
2) Time-lapse XCT study of the densification of a novel Ti-5wt.%Fe alloy by HIP’ing.
For the modelling result based on the previously HIP’ed sample which reached fully dense under 800°C 80MPa, 400°C 20MPa was selected as the starting point with 50°C 10MPa selected as the increment step.
Table 1 shows the HIP parameter used for all 8 cycles performed in this work package.
Due to the different properties of the canister material and shielding effect, the densification was not observed as expected in the first few cycles. When the HIP parameter was changed to 550°C 50MPa, in order to have a proper track of the densification process, a smaller increment 25°C 5Mpa was decided to be used to avoid missing any significant change during HIP’ing.
| Temperature | 400°C | 450°C | 500°C | 550°C | 575°C | 600°C | 625°C | 650°C |
| Pressure | 20MPa | 30MPa | 40MPa | 50MPa | 55Mpa | 60MPa | 65MPa | 70MPa |
| Status | Y | Y | Y | Y | Y | Y | Y | Y |
In the first few cycles, densification is limited due to the relatively low temperature and pressure. Particle rearrangement has also been found where the initial powder packing density is loose before and after HIP’ing in previous cycles (see Figure 3).
The digital volume correlation result, shown in Figure 4, showed the strain and displacement in the 7-8th cycle (625°C 65MPa - 650°C 70MPa) to be more uniform than the 4-5th cycle (550°C 50MPa - 575°C 55MPa). This implies that the packing density has reached a high level, and the densification is coming to an important stage, which will have significant change in the next steps. Therefore, further HIP cycles are applied for tracking.
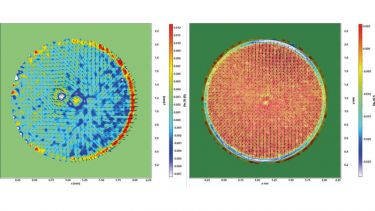
Figure 4. Digital volume correlation result. The virtual slice through the centre of the miniature can. LHS: 4-5th cycle (550°C 50MPa - 575°C 55MPa) RHS: 7-8th cycle (625°C 65MPa - 650°C 70MPa).
Royce student equipment access scheme
Through the Royce Student Equipment Access Scheme, Jiaqi Xu, The University of Manchester, was granted subsidised access to the AIP8-45H, Hot Isostatic Press, situated in the Royce Translational Centre, Royce at the University of Sheffield.
Future impact
This project contributes to the Future Manufacturing Hub in Powder Processing – MAPP – and is providing unique inside information (by time-lapse X-Ray CT) of the consolidation of HIP’ed mixed phase powders.
This is not yet complete because it requires multiple visits to the Royce Translational Centre facility, but once complete, this research will lead to 2 scientific papers – one focused on the experiments, and the other validating a numerical model of the process
Research carried out by Jiaqi Xu, The University of Manchester, supervised by Prof. Phillip Withers, Senior Scientist, Henry Royce Institute. Access to equipment provided by the Henry Royce Institute proved vital for this project.