

Engineering doctoral student Lisa Alhadeff discusses her adventures in micro-machining at the AMRC:
“My name is Lisa Alhadeff and I’m studying for an engineering doctorate (EngD) with the Industrial Doctorate Centre in Machining Science here at the AMRC.
I’m sponsored by Bremont, a mechanical watch company established in 2002 and passionate about producing finely-engineered mechanical watches at their Headquarters in Henley-on-Thames.
Though Switzerland is known for a near-monopoly in watch manufacture, the UK has a proud history of innovation in the watch industry. However, shifting markets and resistance to moving towards mass production left the UK behind around 1900.
To move forward, we need to rethink the technologies that have seemed so obvious for so long but that now cannot keep up. A partnership between Bremont and the AMRC is providing the launch pad for Bremont to become an established manufacturer. By continuing to research manufacturing processes and invest in the skills needed to bring mechanical watch manufacture back into the UK completely.
In regards to watching manufacturing the scale for components ranges between 1mm and 15mm across. So in terms of gears, the module can be less than 0.1mm and the tooth can measure significantly less than 1mm across.
The scale of watches is significantly smaller than much of the research that takes place at the AMRC and it is perhaps fortunate that trained as a physicist, I have a naive idea that 1mm is really quite big: otherwise, I’d probably be less brazen about using very small tools.
Due to the broad nature of the EngD, I currently have two disparate machining interests in the KTC: one is with utilising the KERN Evo micro-mill, and the other is with the Mitsubishi WEDM.

Wire electrical discharge machining (WEDM) uses a non-conventional method to remove material using a thermoelectric effect rather than the more traditional method of mechanical energy used by the KERN. However, due to the size of its tooling, the KERN also deviates from conventional machining, and both methods are capable of producing intricate geometrical shapes to high tolerances.
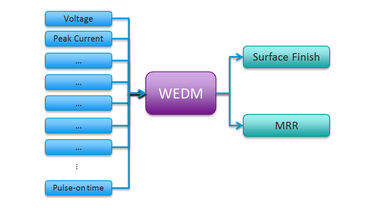
In WEDM, the intention is to achieve the best possible outcome by changing various machining parameters. However, one of the major challenges of WEDM is the huge number of input variables available to the operator.
Depending on the flexibility of the machine, this can be anything from 10 to 20 variables and for almost any given input variable, an increase in the value will either result in a higher material removal rate (MRR) but a poorer surface finish (SF), or vice versa.
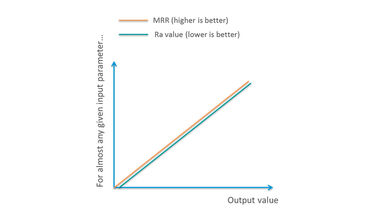
This leaves us with an optimisation problem: finding a compromise between the two. Much research on WEDM processes has been directed at this, and from my point of view, I want to produce watch parts with excellent SF (not only in terms of structurally, but aesthetically too), at a speed that will result in not one, but several thousands of, watches per year.
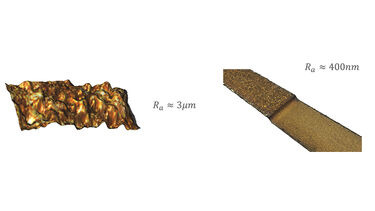
Some initial work on parameter optimisation revealed a surface finish roughness average (Ra) value that was almost an order of magnitude smaller than that initially achieved: indicating that WEDM could be a viable method for producing the dies for cutting gear blanks.
Micro-milling also has its challenges; although it is essentially a scaled-down version of conventional milling, it behaves very differently. This is partly because relatively speaking, tools can appear blunt from the point of view of the material. If the depth of cut is much smaller than the cutting edge radius, the tool is likely to rub along the surface of the workpiece and burnish it, rather than cut it.
Due to their small size, micro-milling cutters also generally have low stiffness and poor resistance to fracture and so it can be difficult to study them for extended periods of time as the tools can fracture before significant wear has taken place (and even become lost).
Finally, grains in apparently homogeneous materials can be large relative to the tool size, and thus cutting forces can be unpredictable and tool breakage unexpected.
Future work for Bremont at the AMRC will focus on harnessing the two technologies described to develop various higher-tech watch parts, as Bremont continues on its journey to being an entirely in-house watch movement manufacturer.”